Tencel(天丝)纤维是新一代再生纤维素纤维,其原料是自然界森林中的纤维素,它是采用溶剂纺丝工艺,在物理作用下生产完成的。它具备天然纤维和合成纤维的优点,不但吸湿透气、强力好,而且上色鲜艳,悬垂性极佳,手感柔滑,仿如丝绸,其制成品具有很高的附加值。我厂于2000年开始生产Tencel纤维纱线,先后使用过英国、韩国及奥地利等产地的Tencel纤维,经过多年的试验和摸索,对Tencel纤维独特的性能有了一定程度的了解,并成功开发出60支以上Tencel纯纺及混纺系列纱线。
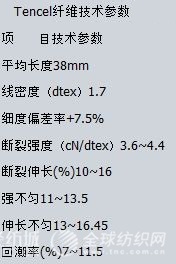
1.Tencel纤维性能分析1.1原料性能见图1。图1
1.2试纺情况为了更好地了解Tencel纤维性能,我们又进行了小量试纺工作,以便更好地制订工艺。1.2.1工艺流程A002D抓棉机→ A035型混开棉机→A036C型开棉机→A092给棉机→A076C成卷机→A186梳棉机→FA306并条机→FA306并条机→TJFA458粗纱机→FA506细纱机1.2.2试纺质量数据见图2图2
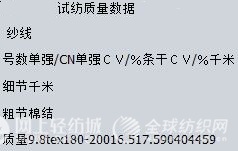
备注:纺纱难度较大,棉卷粘附现象严重,棉网易下坠,粗纱、细纱断头较多。从纺纱质量数据看,强力不匀现象较严重,千米棉结超出正常纱线水平1.3通过对Tencel纤维性能测试指标及试纺情况的分析研究,我们发现其有几方面的特性对纺纱不利。1.3.1纤维的强不匀及伸长不匀均比普通粘胶纤维大,包与包之间的回潮率及各项性能不一致性大,混合不易均匀,对成纱的单强不匀率及条干影响较大,并且对车间的温湿度要求较高。1.3.2纤维的卷曲数少,抱合力差,成卷时易于粘卷,梳理时棉网易坠。1.3.3纤维的初始摸量虽然很高,但其断裂伸长小,回弹性差,纺制过程中易脆断。1.3.4纤维手感顺滑,纤维与机械部件之间的摩擦因数小,生产中须条易产生打滑现象,使成纱条干不匀,断头增加。1.3.5纤维纤度差异率大,对纺高支纱强力及条干尤为不利。 1.3.6 Tencel纤维固有的原纤化,容易使加工过程中的棉结数量增加。
2.纺纱针对措施由于Tencel性能有多项不利因素,纺纱难度比一般化纤大,因此在纺制过程中必须有针对性确定工艺思路和工艺参数,并严格控制,才能保证天丝纱的质量。2.1解决纤维差异大问题纤维差异大,混合不易均匀,将严重影响成纱单强不匀。解决这个问题,主要采取以下措施:2.1.1对Tencel纤维进行予加湿处理,将纤维在相对湿度80%的环境下散包加湿并平衡24小时,使纤维内部充分吸湿,减少差异,并严格控制车间温湿度,使纺纱时达到放湿生产以减少静电现象;2.1.2并条均采用8根并合,加强混合;2.1.3排盘时注意每盘不少于8包。2.2解决抱和力差问题由于Tencel纤维抱合力差,因此在纺制过程中不易成卷,退卷时粘附现象严重,影响成纱重不匀指标的完成。针对这个问题,必须注意以下问题:2.2.1严格控制车间温湿度,减少静电影响;2.2.2开清棉工序适当加重棉卷压力,增加粗纱防粘装置,以利成卷,并减少粘卷的发生。2.2.3梳棉工序加装导棉器,并适当加大生条定量,减少棉网张力,以防棉网下坠,并顺利成条。2.3解决纤维易脆断、易原纤化问题由于Tencel纤维断裂伸长小,因此在生产过程中必须避免处理不当,导致纤维脆断,从而增加短绒含量,恶化成纱条干,使棉结成倍增长。工艺配置中主要注意以下问题:2.3.1开清棉工序采用以松解作用为主的短工艺流程,合理设置清花打击点数量,一般打击点不超过3个,并适当降低各主要打手速度,放大打手与尘棒间的隔距,避免因过分打击、开松而造成损伤纤维。2.3.2梳棉工序掌握“充分梳理、加强转移”原则,适当降低梳理速度,刺辊速度一般不能高于800r/min,并提高刺~锡速比,保证纤维顺利由刺辊向锡林转移,减少刺辊返花和棉结的产生。同时适当放大盖板与锡林隔距,消除纤维充塞现象,提高棉网清晰度。盖板~锡林五点隔距一般设置为0.40mm、0.38mm、0.38mm、0.36mm、0.36mm。经过采取以上措施,生条短绒率控制在1%以内,生条质量稳定。2.3.3由于纤维具有原纤化特性,因此细纱捻系数必须偏大掌握,一般不宜小于340,否则织物在后加工和穿用过程中容易摩擦起球。2.4解决断头问题由于Tencel纤维滑顺,纤维与机械部件之间摩擦力小,容易产生打滑现象,使得须条不易控制,产生大量断头,直接影响成纱条干水平。此种现象尤以粗纱最为突出。粗纱工序主要采取以下措施:2.4.1使用新型像塑假捻器,增加纤维与加捻部件的摩擦系数,提高假捻作用。2.4.2粗纱捻度控制在适当的范围内。太大不利于细纱的牵伸,太小纱条易飘、易断。2.4.3锭速适当放慢,一般掌握在800r/min左右。2.4.4适当增加粗纱卷绕密度,并根据季节、车间温湿度变化及时调整,保证粗纱张力适当,设备运转正常,成型良好。同时车间相对湿度应控制在60%~65%,以保证纤维在粗纱工序处于吸湿状态。2.4.5定量偏轻掌握,但不宜过轻,过轻影响粗纱强力。细纱工序断头主要发生在前罗拉以下部位,由于纤维长,造成笛管堵塞并殃及相邻纱锭,造成大范围断头,影响了产品质量和效率。主要采取以下措施:2.4.6后区牵伸倍数适当放小,使须条纤维间抱合紧密,减少扩散,使细纱条干得到改善,降低细节个数。2.4.7车速偏低掌握。2.4.8选用合适的锭带型号,加强锭带张力的控制,减少捻不匀2.4.9细纱工序相对湿度维持在52%~58%之间,保证细纱工序处于放湿状态。2.5解决纤度差异大问题此因素与成纱强力的关系最为密切。而Tencel纤维由于抱合力特别小,对强力更为不利,因此,在纺制不同号数的Tencel纱时,必须注意选择纤维细度、长度。根据纺纱实践,细号纱成截面内的纤维根数最少在60根以上。在成纱特数较低的情况下,注意选用细度偏细的原料,以利提高成纱强力和条干。
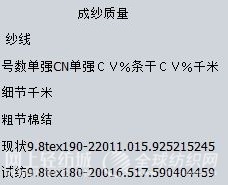
3成纱质量测试以上各个措施实施后,尽管我们使用的原料可纺性能偏差,但我们纺制的Tencel高支纱的成纱水平还是有了较大的提高,条干CV%达到较为先进的水平,见图3图3
 4结语
4结语Tencel纤维特性不同于一般粘胶纤维,故在纺制纱线时必须采取不同的工艺路线,尤其要注意在加大牵伸力度的同时避免对纤维过度打击,减少纤维损伤,以及合理使用新型纺织器材,合理工艺参数,这样才能纺制质量较高的纱线,满足客户要求。参考文献:[1] 杨锁庭,马会英.现代纺纱技术[M]北京:中国纺织出版社,2004.[2] 屠珍雪. Tencel纤维纺纱实践[M]陕西:棉纺织技术,2001.1(江苏大生集团有限公司 马晓辉 邹小祥 邹亚铃)


 | 地址:广东省广州市(中国轻纺城)
| 地址:广东省广州市(中国轻纺城)