在纺纱过程中千米棉结是逐步上升,除了在清梳工序排除一部分外,在后部工序得到一些控制也是降低千米棉的重要措施,本文着重对并条工序的牵伸分配、压力棒在牵伸区中的高低位置、车速及温湿度产生的影响,进行了探讨。在涤棉普梳产品生产过程中,围绕如何降低成纱的千米棉结,结合T/C65/35 13tex品种的生产,开展了工艺研究与探讨。1 原料情况涤纶:产地天化、规格1.56×38mm原棉:技术品级2.57、成熟度1.69、技术长度29.52mm、细度5672、有害粒数1231、整齐度1174、短绒率10.35%、单纤强力4.0g2 工艺流程

3 工艺研究传统的纺纱技术中,人们总结出来棉结杂质变化规律,从清棉开始棉结是逐步上升的.梳棉工序后棉结急剧下降,并联、粗、细工序开始上升。因此,将梳棉工序做为控制棉结的关键,而对于并条工序的功能,人们的理解只局限在利用多根并合与牵伸达到均整、混合、拉细须条的作用,而对根据纤维的性质和形态,采用不同措施,极大限度地消除纤维的弯钩,伸直纤维,减少浮游纤维,提高纤维变速点的稳定与集中认识不足,更未注意到在牵伸过程中因牵伸工艺选取不当等问题,而造成棉结增多的可能性。3.1 问题的提出我们在生产T/C13tex品种过程中注意到清梳工艺设计的合理性,梳棉棉网的结杂粒数控制的比较理想,纯棉的结杂的粒数为15/15,纯涤的棉结粒数为0~3,然而成纱的千米棉结可高达450粒,为乌斯特97公报的50%的水平,造成后部织造的匹布外观结杂偏高。对此,我们先对并条工序的工艺、条子质量进行了剖析。涤预并结杂粒数没有增多,说明工艺配置合理,随着并合的增加,棉结杂质粒数成倍增长,抽验各道并条棉结杂质粒数的结果见表1。3.2混并的工艺试验3.2.1 牵伸分配的试验见表2
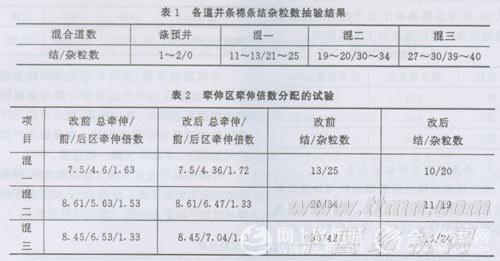
在总牵伸倍数不变的情况下,混一加大了后区牵伸倍数,混二、混三分别减少了后区牵伸倍数,集中了前区牵伸倍数,棉条的结杂粒数下降了40%左右。涤生条经过预并棉条内在结构得到改善,纤维平行度得到提高,经混一与纯棉生条混合后,其中棉纤维是产生棉结的主体。在经过梳棉机后棉条中的纤维结构乱定向差,纤维在锡林表面被道夫剥离过程中形成了大量的弯钩,经测试,生条中弯钩的分部一般是后弯钩约占50%以上,前弯钩约20%,两端及其它弯钩约占30%,当进入头道并条时条子换向成前弯钩的纤维所占的比重大,根据条子这种纤维结构的机理分析,并条的牵伸比大前弯钩纤维移距偏差就大,则前弯钩将产生负效应,容易成棉结。因此,我们将混一的牵伸比由原2.83降低到2.53倍,有利于纤维的伸直平行,大大改善了条子的纤维结构,棉条的结杂粒数由13降到10粒,减少了23%。混二喂入条子中弯钩纤维占比例大的是后弯钩,根据方差加法定理分析,二并后区牵伸采用有效牵伸倍数,常常造成附加不匀,采用集中前区牵伸可以消除后区牵伸波,使后弯钩纤维有效地拉伸,从而减少棉结的产生,为此,我们将前区牵伸由5.63加大到6.47倍,棉结由20粒降到11粒,下降了45%。同样三并仍采用集中前区牵伸的工艺,以进一步提高纤维的平行伸直度。前区牵伸由6.53加大到7.04倍,棉条的棉结下降了17粒,效果更显著。并条牵伸工序其中的一个目的是使纤维伸直平行消除末端弯钩,不但可提高条干的水平,并可减少棉结的产生。3.2.2 并条压力棒调节环直径与棉结在A272F型并条机上采用的是压力棒曲线牵伸,压力棒在牵伸区起强控制纤维的作用,有利于提高棉条干质量,压力棒对纤维的控制强度取决于其调节环的直径大小,直径小控制力强。但涤纶纤维蓬松性较大,控制力强弱是否对棉结的产生有应响,为此我们对压力棒调节环的直径大小规格做了三种试验,见表3。

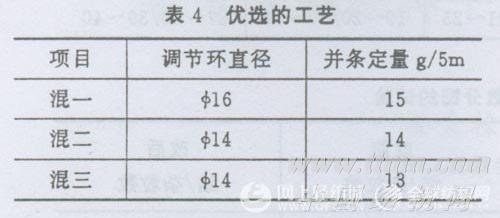
上述试验表明棉结粒数随压力棒调节环直径的增大而降低,混一并条效果最好,即压力棒控制作用过强,易产生棉结。由此使我们对涤棉产品的压力棒调节环规格的选择有了新认识,在考虑棉条条干水平的同时还要关注棉结粒数。实际选取的工艺见表4。
3.3.3并条车速与棉结的关系由于涤纶纤维的静磨擦系数与动磨擦系数均高于纯棉纤维0.1左右,我们认为并条撤速高低对棉结粒数有一定的影响,以混一为例,我们做了三种车速的试验。见表5。
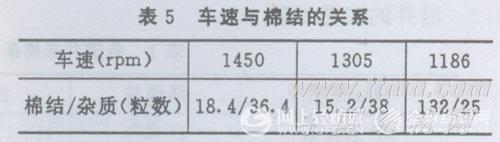
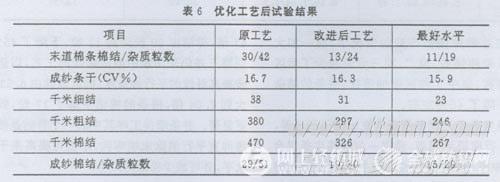
由试验结果看,随着车速低棉结粒也随之降低,这是因为车速低可使纤维与金属间的动摩擦系数降低,减少缠花,减少罗拉与纤维间的相对滑动而形成棉结。在保证生产供应的前题下,各混并下调一档速度。并条采取了上述三项工艺措施之后,棉条的棉结杂质粒数下降了将近50%,成纱的千米棉结粒数下降了100粒。测试结果见表6。
4 细纱车间相对湿度与千米棉结的关系结合两个月的生产运行,运用数理统计一元回归方程,找出成纱千米棉结细纱车间相对湿度的对应关系,y=25.083+0.9695xy-成纱千米棉结,x-相对湿度,相关系数r=0.822,确认相关生产涤棉品种,细纱车间相对湿度控制在55%左右时,千棉结可达到最佳水平,一般控制在49%~65%的范围,超过此范围棉结将会上升。5 结束语(1)品种成纱千米棉结控制的有效措施是,并条牵伸倍数、牵伸分配的合理是重要影响因素,并条工艺要采用顺牵伸。混一定向度工艺,后区高倍牵伸,前区低倍牵伸,混二、混三应采用集中前区牵伸,为粗纱结构的合理打下良好的基础,以达到提高细纱条干的均匀度,降低棉结粒数的目的。(2)车间的相对湿度掌握在50~58%为最佳,以降低棉结最有力。(天津天鼎纺织集团公司 姜金栓 华丽)


 | 地址:广东省广州市(中国轻纺城)
| 地址:广东省广州市(中国轻纺城)