保护生态环境,关爱大自然,造福后代,尊重生命是21世纪的主题。随着经济增长,科技高速发展,文化品位日益提高,人们对高附加值纺织面料的需求不断上升,尤其对生态环保型纺织品的需求倍增。我公司根据市场需求,不断加大生态纺织品的开发力度,相继成功开发Modol、Tencel、大豆蛋白、竹纤维、甲壳素以及Thermolite、Coolmax纤维等新一代纺织品。最近又对圣麻纤维、Coolplus纤维纺织品进行了开发研究,成功纺制出圣麻/Coolplus 65/36 14.5 tex混纺纱。圣麻纤维以“绿色环保纤维”之称的麻材为原材料,彻底消除了天然麻纤维织品亲肤性差,易起皱的缺点,同时保持了其干湿强度高,吸湿透气性好的优点。该纤维具有稳定天然的抗菌抑菌性,是一种新型的功能性纺织原料。而coolpus纤维是一种具有良好吸湿排汗功能的新型聚酯类纤维,利用纤维表面的细微沟槽,将肌肤表层排出的湿气汗水经由芯吸、扩散、传输的作用,瞬间排出体外,使肌肤保持干爽与清凉。两种纤维混纺纱制成织物手感滑爽,悬垂性好,吸湿排汗效果佳,亲肤性好,并具有抑菌抗菌的特性,是制作内衣的首选面料,深受消费者青睐。
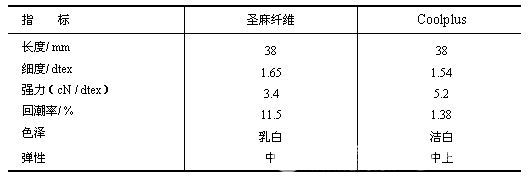
1 圣麻与Coolplus纤维的物理指标圣麻与Coolplus纤维的物理指标见表1。表1 圣麻与coolplus纤维的物理指标
 2 纺纱工艺流程
2 纺纱工艺流程圣麻/Coolplus 65/35 14.5 tex混纺纱,圣麻纤维、Coolplus纤维采用棉包混和制条,再纺纱的工艺流程。其工艺流程如下:A002型开棉机→A006B型混开棉机→A036C型开棉机→A092A型双棉箱给棉机→A076E型成卷机→A186D型梳棉机→A272F型并条机(三道)→FA401型粗纱机→EJMl28型细纱机→1332MD型络筒机
3 各工序工艺配置和技术措施3.1 开清棉为保证棉卷的内在和外观质量,开清棉采用 “多松、轻打”的工艺原则。两种纤维采用棉包混和,为此采取以下措施:(1)适当加大棉卷压力,减轻棉层粘连;(2)在棉卷中喂入相同品种的粗纱,解决棉卷粘层;(3)棉卷存量适中,做到先做先用,并保持棉卷无破洞不烂。其工艺参数:棉卷定量450 g/m,定长31.4 m,梳针打手540 r/min,棉卷罗拉转速11 r/min。3.2 梳棉工序圣麻纤维属纤维素纤维,与coolpuls纤维混和后梳棉成条不困难,制条顺利。为提高纤维的转移能力,锡林~盖板隔距为0.4 mm、0.4 mm、0.3 mm、0.3 mm、0.4 mm,较纺棉大,生条定量为23 g/5 m,锡林转速360 r/min,刺辊转速870r/min,盖板速度177 mm/min,道夫转速17 r/min,工艺上机后,所纺生条棉结为O粒/g,棉网清晰度良好,生条外观光滑细腻。3.3 并条工序因圣麻纤维表面光滑,回潮率较大,而Coolplus纤维则较蓬松,因此,必须保证二者混和均匀,故采用三道并合,罗拉隔距为15 mm×20mm,末道定量为17.5 g/5 m,前罗拉线速为160m/min,喇叭口径为3.2 mm,试制过程中注意棉条的保护和通道光洁,防止毛条产生。熟条质量指标:条干CV为3.39%,末并定量17.51 g/5m。3.4 粗纱工序合理选择粗纱捻系数是关键,既要提高纤维间抱合力,又要防止粗纱出“硬头”现象,优选捻系数为97,粗纱定量5.5 g/l0m,前罗拉速度为180 r/min,罗拉隔距26.5 mm×3l mm。选择适中的张力,以减少意外牵伸,防止细节产生。粗纱质量指标:条干CV为4.32%,捻度为3.2捻/10 cm,定量为5.62 g/10m。3.5 细纱工序细纱总牵伸倍数为42.47倍,后区牵伸1.20倍,前罗拉速度174 r/min,罗拉隔距为18 mm×24 mm,采用硬度偏高的前胶辊,确保细纱少断头。经测试管纱质量指标见表2。表2管纱质量指标
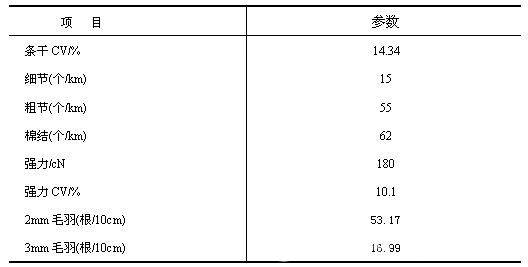
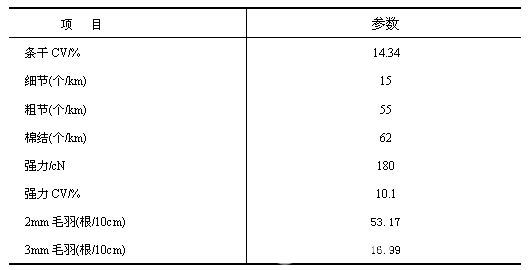
从表2成纱指标可看出,除细节稍多外,其他指标良好,我们认为细节相对较多的原因主要是圣麻纤维表面光滑,纤维间易滑脱,造成纱条意外牵伸,而形成细节,尚需努力克服。3.6 络筒工序络筒车速降至500 m/min,并减小张力,以减少对条于CV及毛羽的恶化程度,同时也确保了筒纱外观成形。筒纱质量指标见表3。表3筒纱质量指标
 4 结束语
4 结束语实践证明,圣麻纤维与Coolpuls纤维混纺的关键,在于确保原料充分混和均匀。粗纱捻系数及钢丝圈选择对成纱质量的影响较大,控制好这几方面关键技术措施,并严格按ISO900l质量体系要求做好全面质量管理,成纱质量才有保证。(山东基德生态科技有限公司)


 | 地址:广东省广州市(中国轻纺城)
| 地址:广东省广州市(中国轻纺城)