

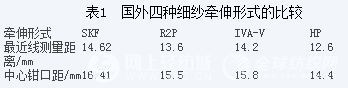
 1.2 后区牵伸形式有两种,SKF,R:P及国产YJ:系列的后区牵伸属于三罗拉双区直线牵伸,所不同的是有的牵伸罗拉中心距较大,像R2P牵伸区后罗拉中心距长;而INA-V,QVX及R:V的牵伸属于三罗拉双区曲线牵伸,上后罗拉抬高25~28,使后罗拉握持点前移,缩短中、后罗拉中心距,从而制造出好的摩擦界,曲线牵伸是改善后区牵伸对纤维控制的技术措施。1.3 牵伸过程中工艺配置的目的是通过前区达到“三小”,以有效控制主牵伸区快速纤维的移动,改善条干、纱疵、粗细节、棉结,提高纺纱质量。后区要为前区主牵伸提供优良的须条结构,创造良好的牵伸条件。三罗拉双胶圈双区曲线牵伸的后区,摩擦力界比直线式好,使须条受到良好控制,适纺细号纱。1.4 我国在SKF或YJ2-142弹簧加压摇架及R2P直线双区双胶圈牵伸机构中,后区实行二大、二小针织纱工艺原则(即后区中心钳口距大,粗纱捻系数大,后区牵伸小及粗纱捻系数小),以对前区主牵伸提供优质须条。随着市场对机织物外观要求日益提高,二大、二小工艺不再是针织纱的专门工艺,已普遍用于生产各类针织、机织纱。1.5 为了加强对主牵伸区快速纤维的控制,在中-前罗拉之间配备良好的胶圈控制系统,目前应用的有双短胶圈及长短胶圈式,SKF,R2P,INA-V型都是用长短胶圈式,HP是双短胶圈式。上下胶圈中,下胶圈内层要具有良好的摩擦系数,以便中罗拉能准确传动胶圈,做到线速度准确。下胶圈与前下销之间又要求灵活滑动,为此下销已改为涂四氧乙烯层,改进了与下胶圈的滑动。在长短胶圈系统中,下胶圈配有张力装置,因此,下长胶圈运动比较准确。在双短胶圈中对下短胶圈及下销等的制造尺寸精度要求较高,胶圈厚度均匀,要具备更适当的硬度及弹性。国内外胶圈内层表面已有花纹式,既做到与中罗拉传动准确、摩擦系数高,又要做到与前下销配合精确、滑动好。
1.2 后区牵伸形式有两种,SKF,R:P及国产YJ:系列的后区牵伸属于三罗拉双区直线牵伸,所不同的是有的牵伸罗拉中心距较大,像R2P牵伸区后罗拉中心距长;而INA-V,QVX及R:V的牵伸属于三罗拉双区曲线牵伸,上后罗拉抬高25~28,使后罗拉握持点前移,缩短中、后罗拉中心距,从而制造出好的摩擦界,曲线牵伸是改善后区牵伸对纤维控制的技术措施。1.3 牵伸过程中工艺配置的目的是通过前区达到“三小”,以有效控制主牵伸区快速纤维的移动,改善条干、纱疵、粗细节、棉结,提高纺纱质量。后区要为前区主牵伸提供优良的须条结构,创造良好的牵伸条件。三罗拉双胶圈双区曲线牵伸的后区,摩擦力界比直线式好,使须条受到良好控制,适纺细号纱。1.4 我国在SKF或YJ2-142弹簧加压摇架及R2P直线双区双胶圈牵伸机构中,后区实行二大、二小针织纱工艺原则(即后区中心钳口距大,粗纱捻系数大,后区牵伸小及粗纱捻系数小),以对前区主牵伸提供优质须条。随着市场对机织物外观要求日益提高,二大、二小工艺不再是针织纱的专门工艺,已普遍用于生产各类针织、机织纱。1.5 为了加强对主牵伸区快速纤维的控制,在中-前罗拉之间配备良好的胶圈控制系统,目前应用的有双短胶圈及长短胶圈式,SKF,R2P,INA-V型都是用长短胶圈式,HP是双短胶圈式。上下胶圈中,下胶圈内层要具有良好的摩擦系数,以便中罗拉能准确传动胶圈,做到线速度准确。下胶圈与前下销之间又要求灵活滑动,为此下销已改为涂四氧乙烯层,改进了与下胶圈的滑动。在长短胶圈系统中,下胶圈配有张力装置,因此,下长胶圈运动比较准确。在双短胶圈中对下短胶圈及下销等的制造尺寸精度要求较高,胶圈厚度均匀,要具备更适当的硬度及弹性。国内外胶圈内层表面已有花纹式,既做到与中罗拉传动准确、摩擦系数高,又要做到与前下销配合精确、滑动好。1.6 立达公司生产的P3-1气动加压机构是三罗拉双区长短胶圈形式,上下胶圈配置为非对称式,进一步缩小浮游区距,加强对纤维的控制。1.7 国内外细纱机牵伸系统都已应用了中低硬度表面不处理胶辊,我国认为胶辊硬度邵尔A65度以下为低硬度胶辊,前上胶辊要求较高,耐磨性、弹性要好,具有静电消除功能,低硬度胶辊的应用使加压后胶辊与罗拉表面形成面接触,使握持钳口位移,缩小浮游区距离,改善了纺纱质量。瑞士MA66T及美国ME666及MB670等胶辊性能好,纺纱适应性好,抗静电性能好,尤其耐磨。国产胶辊的某些性能也达到国外先进水平,但耐磨差、寿命短,与国外的差距较大。国外优质的胶辊使用寿命比国内长2~3年,3年回磨一次;而国内一年至少回磨一次。2 加压国内外短纤维环锭细纱机的加压机构有弹簧加压摇架和气动加压摇架两大类。弹簧加压摇架又分为SKF圈簧加压及HP板簧加压两种,因此短纤维环锭细纱机加压又可分为气动加压摇架、圈簧加压摇架及板簧加压摇架三种。对各式加压摇架,总的要求是通过加压技术的实施,实现对纤维运动重加压、强控制。加压装置使各罗拉钳口的纤维有足够稳定的握持及牵伸能力,造成合理的摩擦力界,实现压力稳定,增加对纤维运动的控制。现对我国目前采用的各类加压机构的有关问题进行如下讨论:2.1 SKF型圈簧式加压摇架是德国纺机公司20世纪50年代推出的加压形式,经过半个世纪不断地改进,加压机构不断完善,目前是世界上应用面最广、应用时间最长的加压系统。圈簧加压元件(PK220系列),OH式上销已由铁板改为工程塑料动片式;下销为T型阶梯销,上下销之间形成摆动钳口,总牵{申20~60倍。我国FA系列142系列的摇架,基本上与SKF相同,加压重而稳,牵伸亦达到20~60倍。前罗拉加压值为100 N/双锭、140NXl80N/双锭可调节;中罗拉为100 N/双锭或140 N/双锭;后罗拉为140 N/双锭、180 N/双锭,固定式。金属材料受力后会产生变形,有弹性变形、蠕变及塑性变形三类。圈簧式加压的弹性持久而不产生蠕变或塑性变形,是SKF加压摇架性能的关键。据国外报导:圈簧式摇架连续使用4年后,细纱条干CV值上升1%,粗、细节、纱疵增加20%,这说明圈簧摇架加压力的持久稳定性还存在一定问题,圈簧弹性随时间延长而疲劳衰退,产生蠕变或永久性变形。SKF圈簧摇架加压机构存在的另一个问题在国内反映较为普遍,主要是三个罗拉加压钳口的平行度不易保证,由于采用自调平行的原理,前、后上胶辊及上胶圈不稳定,以摇架支撑点发生前后摆动,使一组摇架上相邻两个加压在前、中、后三个钳口线不能始终保持平行,因此造成三个罗拉的钳口隔距大小发生变化,使牵伸工艺不能真正到位,纺纱质量达不到应有的水平,这种现象不仅存在于细纱,而且在粗纱、并条工序的加压摇架也存在,SKF摇架的自调平行作用在实践中并不理想,并带来一些负作用,这是它的主要缺陷。2.2 HP板簧摇架加压HP板簧加压摇架是德国绪森公司20世纪80年代推出的新型加压摇架。此摇架在三罗拉双短胶圈双区牵伸中,双短胶圈使钳口充分前移,缩短了浮游区距离,是所有牵伸加压系统中浮游区距离最小的一种。绪森HP-A-320型板簧加压摇架机构的制造精度比SKF改进了许多,加压元件为坚实的板簧,横截面大,坚固耐用。据测:在达到同样压力条件下,板簧的弹性变形仅是圈簧的8.7%左右。HP-A-320板簧摇架,由三个板簧分别对前、中、后罗拉加压,用明螺栓固定在摇架槽内,可在加压状态下调整上罗拉中心距,简便准确。板簧与胶辊握持爪匝的顶面固定联接在定位匝上,装有上胶辊定位弹簧,三者联为一体,握持爪中心线与上罗拉中心线相吻合平行。在握持爪定位后再进行研磨加工,精度高,保证在加压状态下稳定可靠。胶辊加工精度高,保证在加压状态下稳定可靠,胶辊芯子与摇架握持爪匝的宽度比SKF宽3 mm,上胶辊与下罗拉的平行度以加工精度来保证,因此HP三个钳口握持平行度是几种摇架加压中最好的。国内一些棉纺企业应用HP的体会是其纺纱质量好,机构简便,易于管理维护,加压精确。目前,国内一些新型粗纱机上已开始使用HP摇架。综上所述,HP板簧加压摇架具有很好的发展潜力。HP前、中罗拉加压为160 N/120 N/双锭,两档选用,后区为140 N/双锭。2.3 气动加压20世纪80年代后期,国内外已在短纤维环锭纺纱机上推广应用气动加压摇架。气动加压摇架性能优于弹簧摇架,主要表现在:①压力稳定,基本上无锭差;②压力不因时间延长而波动和衰退;③具有重加压、强控制的优点,压力大小可在机器运转中整机无级调节,操作简便;④细纱机停车时可做到半释压或全释压,半释压状态下不影响纤维须条的分布状态,因此开车时不会产生细节及断头;有的气动加压系统还配有欠压和过压自动控制系统;能较好地保证胶辊与罗拉之间及三个握持线的平行;⑤易于清洁及维护,适应机器高速运行。a)INA-V型牵伸加压机构是德国制造,属三罗拉长短胶圈双区牵伸,后区为曲线牵伸,气动加压的压力可微调。后罗拉加压180 N,基本上与前罗拉相同,用重加压达到稳定的钳口控制,防止纱条在后钳口滑移影响成纱不匀。INA-V型牵伸,因曲线包围弧线产生附加摩擦力界对后区纤维的积极控制,可使细纱牵伸倍数提高30%~50%以上,产品质量好。b)R:P摇架压力值为180×140×180 N/双锭,无级调压,压力大而稳定,无压力衰退,绽差小,设有单独气源控制箱,并与电源开关相联,集体加压、卸压操作方便,有过压、欠压保护,停车可全释压、半释压,须条无滑移,开车断头少,亦不会产生纱疵。R2P牵伸工艺采用针织二大二小工艺,是基于重加压、强控制条件下进行的。目前,所谓针织纱工艺已在机织纱上应用,R2P已不限于纺针织纱。c)瑞士新型高速细纱机上采用的P3-1气动加压臂及新型胶圈架都是最新技术,可对各加压点实施精确的压力分布,保证罗拉对纤维更好地握持控制,保证加压稳定性;P3-1加压装置还缩短了浮游区,减少了主牵伸区无控制区的距离,如前所述,P3-1加压臂及胶圈架的改进,即使纺纱牵伸倍数达到60倍以上,纺纱质量仍保持最佳值。d)R2V牵伸加压机构是我国在消化吸收R2P及INA-V型牵伸加压技术基础上研制开发的中国式三罗拉双区曲线牵伸气动加压形式,将前、中罗拉中心距由43 mm改为41.5mm,后区采用V型曲线牵伸。R2V主要特 点是前区前、中罗拉之间的浮游区缩小到12.6 mm,比R2P还小2.5 mm;采用后区曲线牵伸,对喂入纱条控制好;气动加压压力稳定,锭差小,压力无衰退;适纺中、细号纱,牵伸效果好、纺纱质量好。e)气动加压是比较理想的加压方式,最大特点是压力持久不变,不会衰退。目前,国内外都有应用,尤其瑞士产各类环锭细纱机大都应用气动加压;如瑞士新生产的K44型紧密纺环锭细纱机都是用气动加压式摇架。f)气动加压惟一的不足是要在环锭细纱机上增加许多气动加压附属机构,如气源、贮气、配气箱、气路等。另外,一台细纱机总气量及气压的设计是恒定的,不因个别锭子停纺而改变气量及气压;因此,如果发生一对摇架或多对摇架停纺就会引起气压气量的重新分配,其他每对锭子摇架的气压量及压力会有波动。结语与展望综上所述,牵伸形式及加压类型的各类特点,三罗拉双区牵伸中双短胶圈及长短胶圈形式各有特点,问题的中心是如何经过牵伸部件的组合达到前区的“三小”工艺要求,即小浮游区、小罗拉钳口中心距及小胶圈钳口隔距,使牵伸部分的摩擦力界能更好地控制纤维运动,前、中罗拉中心距已实现41.5mm,应用低硬度胶辊后钳口线则前移,使中心距进一步缩小。目前HP浮游区距离最小。我国研制生产的R2V浮游区中心距也达到12.6mm,基本上与HP相近。后区工艺采用V型曲线牵伸会产生良好的摩擦力界,为前区主牵伸准备理想的须条。另外充分利用粗纱捻系数、粗纱牵伸、细纱后区牵伸及后区隔距等相关工艺,也是纺好纱的工艺研究方向。二大、二小后工艺,不仅适于针织纱,也适于当今对织物质量要求高的机织纱的要求。对于牵伸部件相关的器材元件,尤其应当重视发展与改进,努力提高胶辊、胶圈、上下销、胶圈架等的产品质量,是纺好纱的关键。目前广为应用的SKF圈簧加压,虽有自调平行作用及重加压、强控制等优点,且经过了50年的改进与提高;但企业应用时总感到三个罗拉钳口握持线始终不能达到真正的平行,而且圈簧加压的弹性压力会因时间的延长而衰退;因此,尽管SKF圈簧摇架加压形式具有许多优点,但与HP板簧加压及气动加压相比仍有一定差距,尤其在三个钳口线的平行上比HP板簧加压差得多。HP板簧加压是20世纪80年代的新型加压形式,板簧材质优良;因此具有弹性持久、钳口线平行度好、加压系统简单易调等优点。HP板簧加压形式具有很好的发展潜力,德国绪森公司在推广紧密纺技术时特别强调应用板簧加压以保证紧密纱产品质量的稳定与提高。气动加压是20世纪80年代末推出的一项新型加压方式,比弹簧加压优越得多。瑞士立达公司生产的各型号的环锭细纱机大都采用气动加压,德国INA-V型牵伸加压系统也采用气动加压,我国在20世纪后期除了引进一些气动加压环锭纺纱机外,还仿造了INA-V型牵伸加压系统,生产的QVX环锭细纱机也采用气动加压形式。20世纪末我国还借鉴R2P及INA-V型牵伸加压技术,研制开发了具有国际先进水平的气动加压的牵伸加压形式——R2V环锭细纱机,比较成功。今后,我国环锭细纱机牵伸加压技术可参考国内外的成功技术,重点发展HP板簧加压的牵伸加压技术。SKF牵伸加压系统的加压技术要加快改进;此外,要注意适当发展气动加压技术。气动加压系统机构较弹簧加压复杂得多,虽然加压精度高,但投资费用高,要量力而行。三罗拉双区双胶圈直线牵伸及三罗拉双区双胶圈曲线牵伸各有长处,重要的是继续努力缩小前区浮游区,加强对浮游纤维的控制,在缩小浮游区,减小前、中罗拉中心距,减小胶圈隔距上继续深入研究,对后区工艺及牵伸形式须继续研究改进。参考文献:[1)秦鸿宗,苏馨逸.R2V型牵伸形式的设计及纺纱试验[J].棉纺织技术,2000,28(7).[2]苏馨逸.当代环锭细纱机设备及细纱机牵伸改造[C].全国棉纺织行业第一届技术改造研讨会论文集.[3]吴子歌.棉纺细纱牵伸系统的技术改造[C].全国棉纺织行业第一届技术改进研讨会论文集.[4]朱友名.环锭细纱新技术[M].北京:纺织工业出版社: 272.[5]秦贞俊编译.瑞士Hi-Per-spin环锭细纱机IJ].安徽棉纺织通讯.
(中国纺织工程学会棉纺织专业委员会)
 | 地址:广东省广州市(中国轻纺城)
| 地址:广东省广州市(中国轻纺城)